欢迎进入温州不锈钢阀门生产厂家网站
全国服务热线
13250886677
钢管的主要生产方法有哪些?
时间: 2019-11-14 18:08:11 浏览次数:
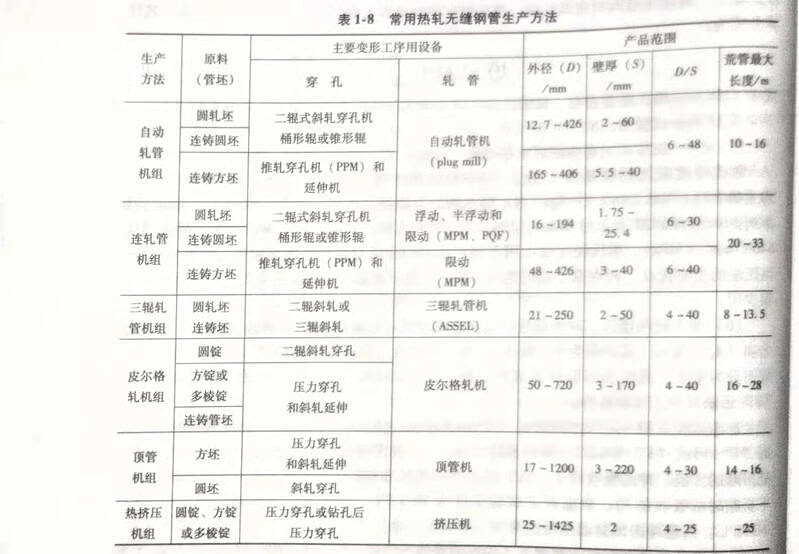
钢管的主要生产方法有热轧(包括挤压),焊接和冷加工三大类。钢管热挤压机组用挤压机的最大挤压力(吨位)或产品规格范围来表示其型号。表1-8常用热轧无缝钢管生产方法三,冷加工玲机
钢管的主要生产方法有热轧(包括挤压),焊接和冷加工三大类。
一,热轧无缝钢管
其生产过程是将实心管坯(或钢锭)穿孔并轧制成具有要求的形状,尺寸和性能的钢管。整个过程有三个主要变形工序:
其生产过程是将实心管坯(或钢锭)穿孔并轧制成具有要求的形状,尺寸和性能的钢管。整个过程有三个主要变形工序:
1,穿孔,将实心坯(锭)穿轧成空心毛管:
2,轧管,将毛管轧成接近要求尺寸的荒管;3)定减径,将荒管不带芯棒轧制成具有要求的尺寸精度和真圆度的成品管,生产中,按产品品种,规格和生产能力等条件不同而选择不同类型的轧管机,由于不同类型的轧管机轧管时轧件的运动学条件,应力状态条件,道次变形量、总变形量和生产率等有所不同,因此必须为它配备在变形量和生产率方面都匹配的穿孔机和其他前后工序的设备,从而不同的轧管机相应构成了不同的轧管机组。热轧无缝钢管的生产方法就是以
机组中轧管机类型分类的,目前常用的热轧无缝钢管生产方法见表1 - 8。
一个机组的具体名称以该机组品种规格和轧管机类型来表示,如168年连轧管机组就是指其产品的最大外径为168毫米左右的,轧管机为连轧管机的机组。钢管热挤压机组用挤压机的最大挤压力(吨位)或产品规格范围来表示其型号。
表1 - 8常用热轧无缝钢管生产方法
二,焊接钢管生产方法
将管坯(钢板或钢带)用各种成型方法弯卷成要求的横断面形状,然后用不同的焊接方法将焊缝焊合的过程。成型和焊接是其基本工序,焊管生产方法就是按这两个工序的特点来分类的。连续直缝焊主要使用有电焊和高频焊两种方法:UOE法是生产大口径直继电焊的主要方法,为非连续的;另外还有螺旋焊,主要是钢板宽度受限制时为生产大口机管而采取的方法。
三,冷加工
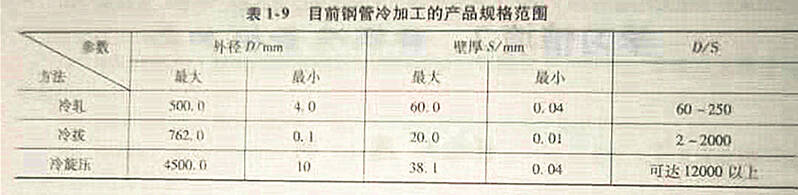
即钢管的次加工,方法有冷轧,冷拔和冷旋压三种,其产品范围见表1-9。玲机机和冷施压机的规格用其产品规格和轧机形式表示:冷拔机规格用其允许的额
定拔制力来表示。如LG - 150表示成品外径最大为150毫米的一辊周期式冷轧管机;LD-30表示成品外径最大为30毫米的多辊式冷轧管机;LB - 100表示拔制力额定值为100 t的冷拔管机。
表1 - 9目前钢管冷加工的产品规格范围
Copyright © 温州不锈钢阀门生产厂家 版权所有 浙ICP备19023523号-2
全国服务电话:13250886677 传真:0577-28850989
公司地址:温州市龙湾区滨海工业区通海2路 网站地图 不锈钢阀门厂家
温州不锈钢阀门公司专业生产不锈钢阀门,气动调节阀,减压阀,电动阀门,对夹式蝶阀,隔膜阀,电动球阀,截止阀,电磁阀,闸阀,,角座阀,手动阀,平衡阀,法兰管件系列,板式平焊法兰,帯颈对焊法兰,螺纹法兰,帯颈平焊法兰,整体法兰,承插焊法兰,松套法兰,法兰盖,不锈钢截止阀,气动法兰球阀,电磁隔膜阀,平衡减压阀,调节闸阀厂家,弯头,三通,四通,大小头,异径接头,无缝管,焊管等各种管道配件的研发和生产,为公司未来努力开拓发展,欢迎来电咨询。
 在线客服
在线客服
